Lomiko Metals: Metallurgische Tests ergeben Top-Werte für Konzentrate und Graphit-Rückgewinnung

Ein erstklassiges Projekt und ein herausragendes Produkt: Lomiko Metals Inc. (TSX-V: LMR, WKN: A2DJKB; ISIN: CA54163Q409), Graphit-Explorer aus Surrey, British Columbia, hat mit seinem Flaggschiff "La Loutre" in der Provinz Québec einen guten Griff bewiesen. Das zeigen auch die Ergebnisse der jüngsten Prozessentwicklungs-Tests, von denen vielversprechende neue Zahlenwerte vorliegen. Am Mittwoch gab es von Lomiko ein Update zur Metallurgie.
"La Loutre" verfügt über zwei derzeit bekannte mineralisierte Zonen: Die "Graphene-Battery-Zone" (im Folgenden ("GB")) und die "Electric Vehicle" -Zone ("EV"). Diese Namen weisen auf allgemeine Anwendungsmöglichkeiten von Produkten hin, die aus dem jeweils dort gewonnenen Graphitmaterial erzeugt werden können. Nun bestätigen die Testprogramme, dass beide Areale in der Tat ähnliche Produkte hergeben. Lomiko-Metals-Geschäftsführer A. Paul Gill betonte, die anspornenden Ergebnisse dieser Tests demonstrierten, dass das auf "La Loutre" gewonnene Graphit für den industriellen High-End-Einsatz geeignet sei.
Ein Fließbild für zwei Gebiete
An kombinierten Proben des "La Loutre"-Graphitprojekts wurde ein metallurgisches Entwicklungsprogramm durchgespielt. Dies resultierte in einem Fließschema mit Bedingungen, die sich dazu eignen, beide Zonen der "La Loutre"-Mineralisierungen in derselben Anlage zu verarbeiten.
Verwendet wurden zwei Gemische: Proben der "EV"-Zone mit einem Kohlenstoffgehalt von 9,70 Prozent Graphitkohlenstoff; die andere Mischung entstammte einer Bohrkernprobe aus der "GB"-Zone und enthielt 4,80 Prozent Graphitkohlenstoff. Die Gemenge standen jeweils repräsentativ die beiden vererzten Zonen.
Die Mischung aus der "GB"-Zone erzeugte ein Endkonzentrat mit deutlich höherer Massenrückgewinnung in der Größenfraktion +80 Mesh als das Gemisch aus der EV-Zone (50 Prozent gegenüber 25 bis 30 Prozent). (Mesh ist eine Maßeinheit auf Basis von Maschengrößen; damit lässt sich beispielsweise das Kaliber von Körnungen feststellen.) Beide Gemische reagierten jedoch gleichermaßen gut auf Fließschema und Bedingungen.

Der LCT-Test
Höhepunkt der Testarbeiten war ein geschlossener Kreislauf-Test (LCT, "locked cycle test"). Bei diesem Versuch mit dem Gemisch aus beiden Zonen brachte die Beschickung der Mühle mit einem Kohlenstoffgehalt von 7,60 Prozent ein Konzentrat mit 98,5 Prozent Kohlenstoffgehalt hervor, bei einer verbesserten Rückgewinnung von 93,5 Prozent. Obwohl beide mineralisierten Zonen sich durch deutlich unterschiedliche Flockengrößen-Verteilung auszeichnen, reagierten sie mit den kombinierten Konzentrat-Qualitäten von mehr als 97 Prozent gleich gut auf dasselbe Fließbild mit denselben Bedingungen.
Die Endkonzentrate aller drei Zyklen wurden einer Größenfraktionsanalyse unterzogen. Dabei erwies sich die kombinierte Konzentrat-Qualität mit 97,8 Prozent Gesamtkohlenstoff als unerheblich geringer als bei der LCT-Massenbilanz. Dies hängt mit Unsicherheiten bei den Messungen bei den Testmethoden zusammen.
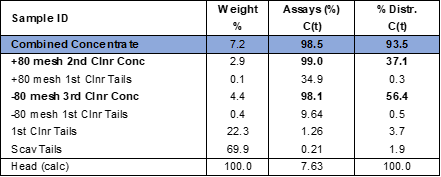
Insgesamt wurden 32,4 Prozent der Konzentrat-Masse mit + 80 Mesh bei einer kombinierten Qualität von 97,8 Prozent Gesamtkohlenstoff gemeldet; weitere 10,8 Prozent der Masse wurde mit einem Grad von 98,2 Prozent in der -80/+100 Mesh-Produktkategorie gewonnen. Der Rest von 56,8 Prozent wurde im -100-Mesh-Bereich mit einer kombinierten Qualität von 97,7 Prozent Gesamtkohlenstoff gemeldet.
Gerade die Mesh-Größe von -100 ist interessant für das Wertschöpfungsverfahren für die Herstellung von Kugelgraphit für Batteriezwecke. Durch Flotation kann der Gesamtkohlenstoffgehalt dieser Korngrößenklasse auf annähernd 98 Prozent erhöht werden. Das könnte sich positiv auf die nachgeschalteten Reinigungskosten auswirken, denn die Konzentration an Verunreinigungen verhält sich oft proportional zu den Reinigungskosten.
Günstige Mahlenergie
Vorläufige Zerkleinerungstests ergaben außerdem, dass die Arbeitsindizes für die Bond-Kugelmühlen für die "EV"-Zone 6,9 Kilowattstunden pro Tonne, für die "GB"-Zone 11,2 Kilowattstunden pro Tonne ergaben. Die Vererzungen aus "La Loutre" gelten damit als sehr weich bis weich – das hilft dabei, die Mahlenergiekosten gering zu halten.
Hintergrund der Prozessentwicklung
Die Tests zur Entwicklung metallurgischer Prozesse wurden bereits im Januar 2021 bei der Niederlassung des internationalen Prüfkonzerns SGS Minerals in der Stadt Lakefield (Provinz Ontario) veranlasst. Vorgabe war die Entwicklung eines Flussdiagramms, mit dessen Hilfe Bedingungen entwickelt werden können, um die Mineralisierung von "La Loutre" auf eine Ausbeute von mindestens 95 Prozent Gesamtkohlenstoff zu verbessern.
Die verwendeten Geräte und Reagenzien entsprachen gängigen Materialien der Mineralverarbeitung und anderen Graphitprojekten. Das Fließbild umfasst eine Flotationsstufe zum Abfangen von Verunreinigungen, gefolgt von einem primären und sekundären Reinigungskreislauf.
Weitere Tests zur Prozess- und Kostenoptimierung
In der Folge wird Lomiko Metals nun Variabilitätsflotationstests an vier Gemischen durchführen, aus denen die beiden Entwicklungsgemische bestanden, um die metallurgische Studie auf Sondierungsebene zu beenden. Das aktuell laufende Prozessentwicklungsprogramm soll in den nächsten Wochen abgeschlossen sein. Parallel dazu hat das Unternehmen mit den Arbeiten an einer vorläufigen wirtschaftlichen Bewertung (PEA-Studie) begonnen. Erst in der vergangenen Woche hatte Lomiko dazu das Managementberatungsunternehmen Ausenco Engineering Canada Inc. berufen.
Das kombinierte Konzentrat aus dem "Locked Cycle Test" wird weiterhin einer weiteren chemischen und mineralogischen Charakterisierung unterzogen. Damit sollen Art und Zuordnung der verbleibenden Verunreinigungen im Graphitkonzentrat bestimmt werden. Mit diesen Erkenntnissen lassen sich Marketinginitiativen für das "La Loutre"-Graphitkonzentrat einleiten.
Im Zuge der nächsten Phase der metallurgischen Prüfung werden die Bedingungen des vorhandenen Fließschemas optimiert, um die Zersetzung der Flocken zu minimieren und die Graphitrückgewinnung zu maximieren. Bei dieser Optimierung stehen auch potenzielle Betriebskosten- und Kapitaleinsparungen im Fokus. Die Robustheit des optimierten Fließschemas und seiner Bedingungen wird dann mit einer größeren Anzahl von Variabilitätsproben verifiziert und ein umfassenderes Zerkleinerungsprogramm abgeschlossen.